
Understanding how disposable plastic cups are made is pivotal for beverage sellers, event planners, and food services alike. From bubble tea shops to fast food chains, the cups you use not only serve a prominent function but also speak volumes about your brand’s commitment to quality. This article takes you through the intricate journey of plastic cups from raw materials to the final product, exploring the vital processes of manufacturing. Each chapter delves into distinct phases—beginning with raw material preparation, continuing to melting and injection, cooling techniques, ejection and trimming, and finally addressing quality control and customization. By familiarizing yourself with these processes, you can make informed decisions that enhance customer satisfaction while optimizing your operations.
From Pellets to Pour: The Raw Material Foundations of Disposable Plastic Cups
Every disposable plastic cup begins life far from the bright, clean edges of a finished product. It starts in the quiet, highly controlled world of raw material preparation, where resin choices and pellet conditioning set the tone for every cup that will roll down a modern production line. The most common workhorses for these cups are thermoplastic polymers derived from petroleum feedstocks, with Polyethylene Terephthalate (PET) and Polypropylene (PP) at the center of most discussions. A third name that occasionally enters the conversation is polystyrene (PS), though it plays a smaller, specialized role in some designs. What makes PET and PP so central is not just their raw performance but the way their properties align with the kinds of beverages cups are asked to hold. Cold drinks favor PET’s clarity, strength, and moisture resistance, while hot beverages demand PP’s higher temperature tolerance and chemical resistance. This fundamental material portrait—PET for visibility and restraint, PP for heat and resilience—frames the entire lifecycle of a disposable cup, long before the mold ever closes on a cavity that will become a cup.
The choice between PET and PP is not merely about temperature. It is a decision about how a cup will perform under real-world conditions: how well it preserves the drink’s temperature, how it resists moisture permeation, and how it behaves when subjected to the rigors of handling and stacking in a bustling cafe or event venue. PET offers excellent clarity, which is a strategic advantage when a brand relies on visibility to showcase a beverage or to present a pure, glass-like look. It is also light and has good moisture barrier properties, making it a strong candidate for cold beverages where the cup needs to stay sturdy without adding weight. PP, on the other hand, brings heat resistance to the table. It tolerates hot liquids without deforming, and its chemical resistance helps maintain integrity when a cup carries dairy, sugar, or acidic drinks. These material traits—clarity and barrier performance for PET, heat tolerance and chemical resistance for PP—also influence how the pellets are processed, dried, and finally formed into cups that must be consistent, safe, and economical for mass production.
A smaller, but still important, dimension of raw material selection involves considerations about sustainability and recyclability. PET is widely recyclable and often collected through mainstream bottle and container streams. Its recyclability makes PET cups a practical choice for facilities aiming to streamline waste streams and meet recycling targets. PP, while highly versatile and robust, presents different recycling pathways and economics in various regions. Producers weigh these factors alongside cost and performance when deciding which resin to default to for a given cup design. In parallel with resin choice, the specific grade of polymer—whether a standard solid resin, a crystallized form, or a modified variant designed for enhanced clarity or strength—can subtly shift processing windows and end-use outcomes. The result is a carefully curated material portfolio that aligns with the intended beverage, the required shelf life, and the environmental narrative a brand wants to tell.
Once the material choice is made, the path moves from resin to processing steps that prepare the pellets for heating and shaping. The pellets themselves arrive in large silos, protected from moisture and contamination. Before they meet heat and pressure, the material usually undergoes a thorough drying cycle. Moisture in the resin can vaporize or create gaseous pockets during melting, which may lead to surface defects, foaming, or dimensional inaccuracy. Drying parameters depend on the resin type, with PET and PP typically requiring precise temperature and time controls to remove residual moisture without degrading the polymer chains. This drying step is more than a housekeeping measure; it is a prerequisite for predictable viscosity, stable flow in the mold, and ultimately the uniform thickness that a disposable cup demands at high production speeds.
With pellets dried and stored, the material enters the melt phase. The melting temperatures are telling: PET typically melts around 260°C, a threshold at which long polymer chains become fluid enough to fill a mold with the necessary fidelity. PP melts at roughly 160–200°C, a range that supports rapid cycle times while maintaining the mechanical properties the cups need to endure handling and transport. In some lines, the material is extruded in a molten state and then directed into a mold through injection or blown into a preform shape that is subsequently expanded into the final cup form. The choice between direct injection molding and blow molding hinges on the cup geometry and wall thickness required for single-use life. Blow molding, in particular, is well suited to hollow cups where a thin, uniform wall is essential for lightness and cost efficiency. The process starts with a molten tube, or parison, which is supported by a mold and inflated with compressed air to assume the ergonomic profile of the cup inside the cavity. In many factories, this approach enables rapid production of large volumes of cups with consistent wall thickness and a reliable surface finish.
The transformation from molten polymer to a solid cup is only part of the journey. Once the cup shape has formed, it must be cooled quickly and uniformly to lock in the dimensions that the exacting standards of food service require. Cooling is not a passive step; it is a critical control point. Insufficient cooling can lead to warping, dimensional drift, or surface imperfections that compromise stacking stability and seal integrity with lids or heat barriers. Water-cooled or air-cooled systems are employed depending on line design, resin type, and the specific geometry of the cup. The cooling phase is followed by ejection from the mold, where automation-friendly mechanisms automatically separate the finished shapes while minimizing contact that could introduce blemishes or defects. Any flash—excess material around the rim or edge—is trimmed away to produce a clean, consumer-ready edge. The precision demanded here is a testament to the factory floor’s engineering: millimeter-scale tolerances ensure that a cup from one day’s batch stacks perfectly with cups from the next, and that a lid, if used, seats securely without cross-threading or wobble.
Quality control sits at the heart of this sequence, even before the cups leave the production line. Defect detection is not a single check but a suite of processes designed to identify thin walls, warps, surface blemishes, or misalignments that could affect holding strength or consumer perception. In high-throughput environments, inline cameras, weight checks, and tactile sampling converge to create a feedback loop that reduces waste and catches deviations early. The control of surface finish is also important because a smooth interior not only improves the drinking experience but also reduces the risk of microbial harborage during disposal and end-of-life handling. When a cup meets all the criteria for dimensional accuracy, surface integrity, and functional performance, it proceeds to finishing steps that may include branding or barrier-layer enhancements for specific beverage categories. Branded details—whether for promotional cups or brand-consistent packaging—can be applied after molding through processes such as screen printing or hot stamping. While these finishing steps add value and visibility, they do not alter the fundamental properties that the raw material set provides.
The lifecycle perspective is essential here. The raw material preparation stage is the fulcrum on which performance, cost, and end-of-life considerations pivot. PET’s transparency and moisture barrier can elevate product appeal for cold beverages and, thanks to its recyclability, can align with circular economy goals in settings that collect bottles and containers together. PP’s heat resistance broadens the range of beverages that can be served hot, enabling cups that maintain shape under steam and heat exposure. The interplay between material properties and processing choices—melt temperatures, molding technique, cooling regimes, and trimming standards—dictates how efficiently factories convert resin into a dependable, mass-producible utensil. Each cup not only carries a drink but also carries the history of the resin chosen, the dryer’s timing, the extruder’s shear, and the mold’s precision.
As modern beverage service continues to evolve, the raw material layer remains surprisingly influential. It dictates how light a cup can be while still supporting a hot beverage, how clear a PET cup will stay during a long day of service, and how consistently a PP cup will tolerate the rigors of stacking and transport. The process science embedded in these early stages ensures that, even at scale, each cup that emerges from the line is not merely a shell for a drink but a carefully engineered tool designed to meet safety, performance, and economic expectations. For readers seeking a deeper technical dive into the materials and processing steps that shape disposable plastic cups, the Plastics Industry Association’s detailed overview offers a rigorous, technically grounded resource. https://www.plastics.org/industries/consumer-products/disposable-plastic-cups/
From Melt to Moment: The Invisible Dance of Melting and Injection in Disposable Plastic Cups
Every time you grab a disposable plastic cup, you touch a tiny triumph of modern manufacturing. The cup you hold is the product of a tightly choreographed sequence that begins long before the plastic touches your lips and ends long after the cup has served its brief moment of use. The core act at the heart of this process is melting and injection—the two movements that turn granular plastic into a precise, hollow vessel. Although this narrative centers on the injection molding route, it is worth noting that some cup designs also rely on blow molding. Still, for the high-volume, uniform products that fill fast-food counters and coffee chains around the world, injection molding stands as the workhorse, delivering consistency and speed day after day. The journey from resin pellets to a finished cup is a story of temperatures, pressures, precision gaps, and careful control of moisture and cleanliness that few users ever see. It is a story that unfolds in a factory floor where automation and human oversight work in concert to create a dependable, low-cost, single-use container that tolerates the daily rigors of transport, stacking, and washing-free disposal.
The raw materials that begin this journey are simple in their form but complex in their behavior. Most disposable cups are made from petroleum-based plastics, with polypropylene, polystyrene, and polyethylene terephthalate among the common choices. Each resin brings its own balance of stiffness, impact resistance, clarity, heat tolerance, and cost. Polypropylene often wins on toughness and heat resistance while keeping a low density, which helps keep the cups light yet sturdy. Polystyrene offers a crisp edge and good clarity for some translucent cups, though it can be more brittle under certain conditions. PET provides excellent clarity and barrier properties and can be found in some specialty cups. All three start as pellets that arrive clean and dry. The path from pellet to part is a moisture-sensitive one: any residual moisture trapped in the resin can form bubbles or weak spots, so a meticulous drying step is essential. In a modern plant, this drying occurs in controlled hoods or dehumidified dryers that prepare the resin for the next act in the cycle.
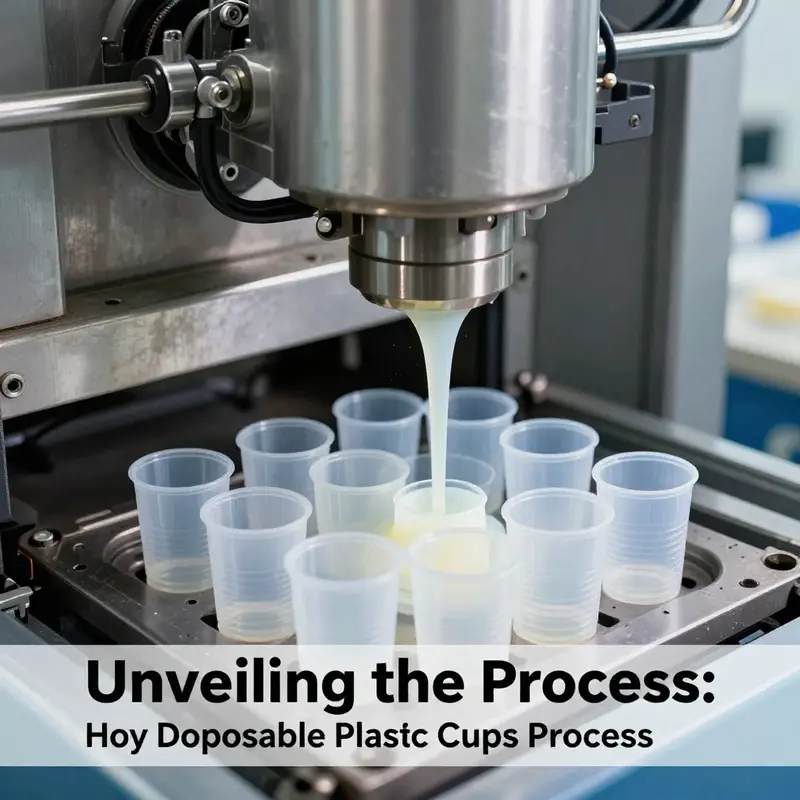
Once dried, the resin enters the heating system of the molding machine. In injection molding, a screw inside a heating barrel acts as the plasticizer, feeding solid pellets forward and warming them through a carefully controlled heating profile. The plastic is heated to a high temperature—typically in the neighborhood of 180°C to 250°C depending on the resin—until it becomes a viscous, pourable melt. The exact temperature is a careful balance: too cool, and the material won’t fill the mold completely; too hot, and the viscosity drops too quickly or the polymer degrades, altering the surface finish and mechanical properties. In other words, the melt must be fluent enough to fill the tiniest corners of the mold but stable enough to preserve dimensional accuracy as it cools.
The injection phase itself is a study in pressure, speed, and precision. The molten plastic is injected through a nozzle into a precision metal mold cavity that contains the exact geometry of the cup, from the rim to the body and the base. This is where the term injection molding earns its reputation: a controlled, high-pressure stream of molten resin is forced into the mold with remarkable speed, and the cavity is designed to produce a near-net-shape part with minimal waste. The mold itself is a two- or multi-cavity steel form that defines not just the exterior profile but also internal features such as embossments, textures, and the integrity of the lip edge that users feel when they sip. The high-pressure fill ensures the resin reaches every nook of the cavity, avoiding voids that could become crack points or weak spots during use.
Cooling follows in a controlled, relentless cadence. The molded piece must shed its heat quickly enough to lock in the exact geometry. The molds are equipped with water-cooling channels that whisk away heat, accelerating solidification and ensuring that the cup takes its final shape with tight tolerances. The cooling phase is more than a matter of keeping the plastic from warping; it is a quality control checkpoint in disguise. If the material cools too slowly or develops temperature gradients, the cup can warp, thin out in places, or exhibit surface imperfections. The mold designers and process engineers track these parameters with precision, often using sensors embedded in the mold itself to monitor temperature and cycle time.
When the material is sufficiently solidified, the mold opens and the finished cup is ejected. Mechanical ejector pins push the part free, sometimes with a light air assist to ensure it breaks away cleanly from the cavity wall. At this moment the cup is still part of a green-to-clear odyssey: the surface might show a little flash—the excess material that squeezed out at the parting line of the mold—where trimming will later remove any excess and leave a clean, uniform edge suitable for stacking and handling. The ejected cup then moves to a cold stream where it may be polished or lightly treated to optimize surface finish and stacking behavior.
From that point, the cup begins a short but critical post-processing phase. The line between a perfectly formed part and one that is rejected is narrow; thus, a quick inspection for defects such as thin spots, warping, or surface flaws is standard practice. In high-speed plants, this inspection is automated, with cameras and sensors that detect anomalies in real time. Any imperfect cups are diverted to recycling streams or rework processes, ensuring that only the most reliable units proceed to packaging. If the cup design calls for branding or logos, a follow-on step may apply graphics through techniques such as screen printing or hot stamping. For simple, unprinted cups, this stage can be skipped entirely, allowing the product to move straight from the mold to stacking stations where many thousands of cups are organized into neat bundles for shipment.
The overall flow—from resin to finished cup—has to operate with a relentless cadence. The molding machines are designed to run almost continuously, delivering high volumes with minimal downtime. The automation layer—robots handling part transfers, automated stacking, and synchronized upstream and downstream lines—ensures that the factory can meet the demand of busy service environments. In practice, plants optimize cycle times, mold cooling, and feeder arrangements to squeeze every second from a cycle without compromising quality. This is where the discipline of process control becomes as important as the chemistry of the resin itself. A small change—such as a shift in humidity in the drying oven, a marginal drift in the melt temperature, or a slight variation in the mold cooling rate—can ripple through the production line and alter dimensions, wall thickness, or surface finish. Engineers therefore build tight feedback loops into the system, using data from every cycle to refine every parameter. The result is a product that looks and behaves the same, no matter which molding press produced it or where in the world it was manufactured.
The final pages of this story—when the cups leave the line and head toward distribution—are a reminder that something as ubiquitous as a disposable cup is the product of a sophisticated, highly automated system. The economic logic behind such systems is straightforward: high-volume, repeatable parts that can be produced quickly and cheaply while maintaining consistent quality. The materials chosen—PP, PS, or PET—owe their popularity to a combination of performance characteristics and cost, but the execution hinges on the machine geometry, the control of heat and pressure, and the labor of engineers and technicians who calibrate every parameter. The single-use nature of these products is a practical consequence of their design, but it also invites a broader conversation about consumption, packaging, and waste. The chain that starts with a plastic pellet ends in a stack of cups destined for a shelf or a bin at a convenience store. Each cup is a small, precise object free of surprises, trusted to perform its job, then disposed of with minimal fuss.
In the end, the essence of the melting and injection process is not a single dramatic event but a continuous, engineered rhythm. Materials are heated to the right moment, injected with exacting force, cooled to the right degree, and trimmed for precision. The whole sequence relies on the synergy between material science, mechanical design, and control systems—a synergy that makes a humble cup about as reliable as a mechanical clock, even as it vanishes into the bustle of daily life. For readers charting the arc from raw resin to the finished product, the lesson is clear: the beauty of a disposable cup lies not in its permanence but in the quiet elegance of the process that makes it possible.
For those seeking a window into the broader landscape of supplier capabilities and product specifications in this space, an external resource provides a representative glimpse into current market offerings and the kinds of details manufacturers publish about cup production. External resource: https://www.alibaba.com/product-detail/Disposable-Plastic-Cold-Drink-Cups-Customized_1600747959264.html
A Quiet, Precision-Cooled Moment: How Cooling and Solidification Define Disposable Plastic Cup Quality
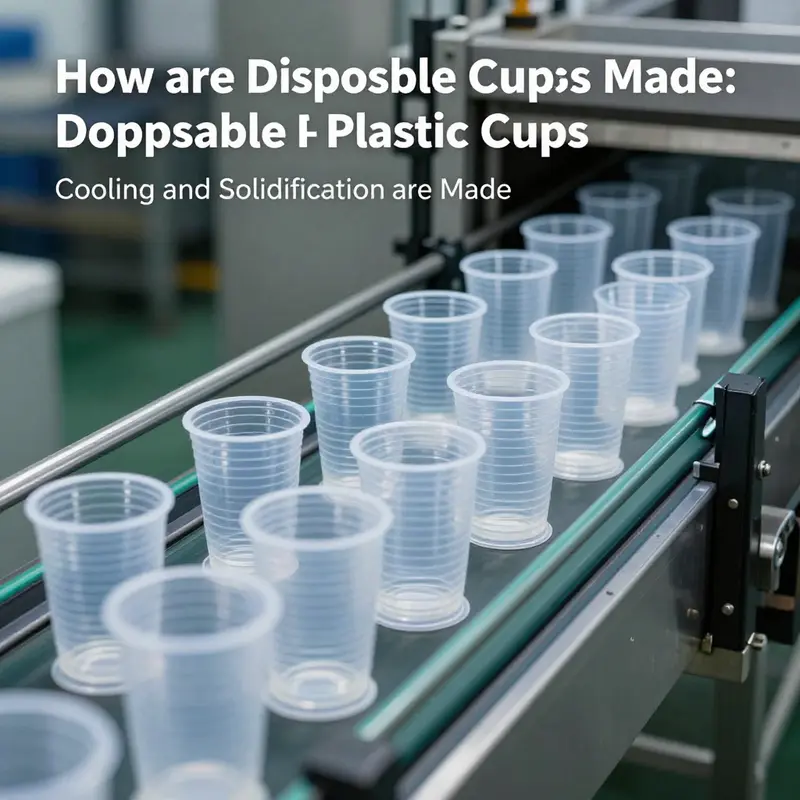
The production of disposable plastic cups rests on a delicate balance of heat, pressure, and timing. In the quiet heartbeat of the factory, a molten polymer finds its way into a mold, only to be coaxed back into solid form by a carefully controlled cooling cascade. This cooling phase is more than a pause between heating and ejection; it is the commanding force that determines the cup’s dimensions, strength, clarity, and edge quality. Whether the cups are made by traditional injection molding or by the related blow-molding family, the outcome hinges on how rapidly and uniformly heat is removed from the polymer as it takes shape. The materials most often used—polypropylene and polystyrene—each carry their own cooling demands, yet both share a reliance on precision in temperature control to arrive at a sturdy, uniform product that performs in fast-food lines, coffee shops, and vending machines with minimal fuss.
The journey begins with the raw plastic in pellet form, which is dried and prepared to minimize moisture that could otherwise cause defects during molding. In injection molding, the pellets are melted into a viscous liquid and then injected under high pressure into a sculpted mold cavity. In blow molding, the molten plastic is shaped into a hollow tube, or parison, which is then placed in a mold and inflated to fill the cavity. Regardless of the path, the core challenge remains the same: once the molten material fills the cavity, how quickly can it be cooled to a solid, dimensionally stable cup without introducing warps, internal stresses, or uneven thickness? The answer lies in a sophisticated cooling system embedded in the mold itself.
Inside modern cup molds, cooling channels form a network that carries a coolant—typically chilled water or a similar fluid—around the mold walls. These channels are not generic passages; they are engineered with precision to maximize heat transfer where it matters most. Copper-based alloys are often chosen for critical cooling sections because of their superior thermal conductivity. By surrounding the polymer with a well-tuned thermal envelope, the mold extracts heat rapidly and evenly, locking in the desired geometry while avoiding hot spots that could distort the shape. The impact of this cooling is immediate and visible. A cup that has been cooled too slowly or unevenly emerges with a slight bend or a thinner wall in one region. With the right cooling strategy, the wall thickness becomes uniform, the base remains flat, and the rim edge preserves a clean, smooth finish.
The science behind uniform cooling is both straightforward and nuanced. It requires controlling the rate at which the polymer cools as it travels from the cavity walls to its core. If the outer layers cool too quickly, they can shrink and pull away from the rest of the material, creating residual stresses. If cooling is too slow, the polymer remains pliable longer, increasing the risk of deformation during ejection and handling. Modern molds address this by distributing cooling demand across multiple channels and by tuning the flow and temperature of the coolant in each section. In practice, this means engineers must anticipate how the polymer crystallizes or solidifies as it cools. Polypropylene, a semi-crystalline polymer, begins to lock in its structure during cooling, and the rate can influence shrinkage and internal stress. Polystyrene, which tends to be more amorphous, behaves differently in terms of shrinkage and surface gloss. In both cases, the goal is to reach a thermally stable state simultaneously across the entire cup, so the finished product remains true to size and roundness.
A crucial benefit of copper-based cooling channels is their rapid heat transfer, which shortens cycle times without sacrificing accuracy. The faster heat is removed, the sooner the mold can open and the next cup can begin formation. This efficiency matters on the production floor, where even small gains in cycle speed translate into large daily output differences. Yet speed must never come at the expense of quality. The mold designers compensate by constructing cooling channels with precise geometries, including tight radii near corners, strategically placed inserts, and carefully engineered channel densities. These design choices reduce hot spots, minimize thermal gradients, and help ensure consistent wall thickness around the cup’s body and rim. The result is a part that pops out of the mold with predictable dimensions, a smooth inner surface, and a stable base that won’t wobble when stacked or filled.
Beyond the mold’s cooling system, the entire cycle—from heating to forming to trimming—can be integrated into a single, highly automated machine. This integration reduces variability that can arise from transferring semi-molten parts between stations and helps maintain a consistent thermal history for each cup. In such configurations, the sequence is tightly choreographed: pellet feed dries to the correct moisture content, material is melted to the appropriate viscosity, the cup geometry is formed, cooling channels do their meticulous work, the mold opens, and a precisely positioned ejection system removes the cooled cup into a collection stream. Flash trimming follows to remove any excess polymer along the seam, leaving a clean edge ready for handling or branding. In high-volume production, this streamlined flow is essential, enabling short cycle times while preserving the integrity of every cup that leaves the mold.
The quality checks that accompany cooling and solidification are equally telling. Operators and automated sensors monitor for warping, thin spots, surface imperfections, or off-center bases. Because the cooling phase sets the foundation for most of these characteristics, early detection of even small deviations can save material and time later in the process. When a cup passes the cooling stage with the right balance of rigidity and surface quality, it’s ready for further processing, including printing or branding if required. The optional customization steps—such as screen printing or hot stamping—are performed after molding and cooling but rely on a consistently formed blank to achieve legible graphics and uniform color distribution. A good cooling regime helps ensure that printed images align with the cup’s geometry and that the final product maintains its appearance under varying storage and usage conditions.
The interplay between material choice and cooling strategy is another layer of sophistication. PP’s semi-crystalline structure responds to cooling with a measurable degree of shrinkage, which needs compensatory design in mold geometry and ejector positioning. PS, with its more amorphous nature, presents its own set of tolerances, often favoring different cooling rates to optimize surface finish and edge sharpness. Designers and process engineers must balance these material behaviors with the desired cup properties: wall uniformity for stacking stability, rim integrity for comfortable hand-feel, and a base that supports reliable stacking without tipping. Even the surface finish of the interior—whether glossy or matte—can be influenced by how quickly the surface layer reaches its final state during cooling, a subtle but important factor for liquids and cleanliness performance.
The broader implications of cooling and solidification reverberate through the supply chain. Accurate cooling reduces scrap, lowers energy consumption per part, and shortens the time to market for new cup designs. It also enables tighter tolerances that are essential for compatibility with lids, sleeves, and stacked packaging. The integration of cooling design with mold layout, machine automation, and downstream handling is a symphony of engineering decisions that often goes unseen by the end user but is felt every time someone reaches for a cup that feels right in the hand and performs reliably in a hot beverage environment. The very act of cooling—quiet, precise, and relentless—shapes the product as surely as the molten plastic once flowed into the mold.
For readers who want to probe deeper into the mold design specifics and material considerations that underlie this cooling choreography, a detailed technical resource further explores the nuances of mold production, with specifications, grades, and application techniques that illuminate why certain cooling solutions work so well in practice. Additionally, this chapter intentionally nods to related packaging formats and materials, drawing a line from the core plastic cup process to broader disposable packaging ecosystems. If you wish to explore a closely related, eco-conscious avenue in packaging design, you can consider products that optimize performance while prioritizing sustainability, such as eco-friendly, custom-packaged coffee cups with lids that align with responsible material choices. See this example for a broader look at sustainable cup design: eco-friendly custom paper coffee cups with lid.
In sum, the cooling and solidification stage is the unsung artisan of disposable cups. It translates heat into geometry, viscosity into rigidity, and a molten polymer into a dependable, mass-produced item. The marriage of internal cooling channels, copper-based conductivity, and precision mold design delivers cups that not only meet the functional demands of fast-paced service but also hold their shape and appearance through the lifecycle of use. This is where science becomes craft: a disciplined dialogue between materials science and mechanical engineering, housed inside a tightly orchestrated manufacturing line. The next chapters will expand this conversation to consider post-molding steps, quality assurance, and how these cups fit into larger sustainability and packaging strategies, continuing the arc from molten polymer to everyday utility.
External reference for deeper technical context: a comprehensive overview of plastic cup mold production, including technical specifications and application techniques, offers a broader lens on the topics discussed here. See https://www.moldmastery.com/plastic-cup-mold-production-technical-specifications/ for more detail.
From Mold to Edge: The Precision of Ejection and Trimming in Disposable Plastic Cups

Every disposable cup begins life inside a high-speed molding line, where heat, pressure, and timing converge. The subsequent steps—ejection and trimming—are not afterthoughts but decisive actions that lock in geometry, create safe edges for handling, and ready the part for packaging and distribution.
In blow molding, a parison is inflated against the mold wall, and cooling locks the geometry in place. Ejection then occurs when the material has gained sufficient rigidity, often via pins or an air-blast system coordinated by sensors to pull the cup free without distortion.
Trimming follows to remove flash and shape the rim. Modern lines use automated cutters or integrated tooling that minimize waste while preserving edge integrity; timing between mold release and trimming is tuned to keep cycle times high and avoid burrs.
Injection-molded cups rely on ejector pins and downstream trimming to remove sprues and any small flash. The focus remains on concentric walls and clean rims while avoiding burrs that could injure a user.
Across both methods, stringent quality control, temperature monitoring, and PLC-driven automation ensure consistent wall thickness, accurate diameters, and safe edges. This coordination keeps lines at tens of cycles per minute and supports foodservice demands while reducing scrap.
Ultimately, ejection and trimming are the hinge points where form becomes function, turning molten resin into a safe, usable product with predictable performance.
Mold, Measure, and Customize: The Quiet Craft of Disposable Plastic Cups

The appearance of a disposable plastic cup belies a careful orchestration of engineering choices, material science, and relentless quality checks. In practice, a single cup may begin life as a handful of plastic resin pellets and end as a predictable, mass-produced item that can hold a cold drink, a hot beverage, or a blended treat. The routes from resin to cup are not a single path but a family of methods chosen to balance speed, precision, and performance. The most common route, injection molding, drives the mainline of production for many cups. In this approach, plastic pellets are heated until they melt into a viscous liquid, then injected under high pressure into a precise mold cavity that defines the cup shape. The mold is carefully designed not only for the external silhouette but also for the wall thickness around the base and body, which directly influences strength, rigidity, and the rate at which the cup can be produced in high volume. The cycle time—the interval from injection to ejection—depends on a blend of material, mold temperature, cooling rate, and the complexity of the geometry. When done well, whole families of cups can be produced in rapid succession with only minor adjustments between sizes or slight changes in wall thickness, ensuring consistent performance across thousands or millions of units.
Blow molding offers an alternative route when designers seek hollow forms with particular wall thickness distributions or asymmetries that are less suited to solid injection cavities. In blow molding, a preliminary molten sheet or parison is formed and then placed into a mold. The form is inflated with air so that the plastic conforms to the inner walls of the cavity, creating a hollow, cup-like structure. This method excels when the cup requires uniform wall thickness along the body or when a particular curvature is needed to optimize grip or stacking. A third method, rotary molding, uses centrifugal force to distribute molten plastic along the inner surfaces of a rotating mold. The film of plastic builds up in a controlled way, producing cups with consistent thickness and, in some designs, reduced internal stresses. Each method has its own niche, and the choice among them is guided by the intended use, the desired mass, and the specific beverage environment the cups will inhabit.
Materials are chosen with a careful eye toward performance and cost. Polypropylene and polystyrene have long populated the catalog of options, while polyethylene terephthalate is prized for clarity and recyclability in cold beverage applications. PET lends the eye-catching transparency that makes a cold drink look appealing, and its moisture resistance helps preserve the beverage’s appearance. HDPE brings rigidity and resilience, which is useful for thicker cold cups and for withstanding occasional drops or rough handling in high-traffic settings. PS, while economical, has faced increasing scrutiny as environmental concerns shift the conversation toward lifecycle impacts. The material decision is never purely about price; it also reflects how the cup will interact with the beverage, the expected handling, and the recycling streams available in a given market. In hot drinks scenarios, some polymers may soften or fail to perform as well, so the material choice is matched to the thermal profile of the intended use. Even within a single material family, additives, fillers, and colorants can alter clarity, stiffness, or melt behavior, underscoring the need for tight process control.
The quality control story behind these cups is a continuous thread through every stage. Early in production, resin consistency and moisture content can influence melt behavior and molding performance. Inline sensors monitor temperatures and pressures, providing real-time data that helps operators detect anomalies before a flawed cup reaches downstream QA checks. Dimensional accuracy is not a luxury but a necessity; walls that are too thin risk punctures or leaks, while walls that are too thick waste material and slow cycle times. The quality narrative extends to the cooling phase. Rapid cooling is often essential to lock in the cup’s geometry, prevent warping, and ensure that the edge around the rim remains uniform and ready for assembly with lids or sleeves. Trimming off flash—the excess material at parting lines—ensures a clean interface and a pleasant tactile edge that consumers feel when they lift the cup.
Beyond the basic geometry, the finished cup must endure a spectrum of practical challenges. It must resist deformation when grasped, remain watertight under the gentle pressure of a filled cup, and retain its shape as it sits on a table or is stacked with others for distribution. For this reason, companies employ a suite of durability tests that simulate handling, stacking, and even accidental drops. A well-run line features feedback loops: if a batch shows a small uptick in warp or a rise in edge chipping, process parameters are tweaked, and the line is requalified before more units are produced. Even the act of ejection from the mold is a point of scrutiny. Ejector force, cooling status, and the presence of any burrs or misaligned rims are checked to avoid cosmetic or structural flaws that could undermine the user experience.
The customization angle elevates the craft from a purely functional process to a platform for brand visibility and consumer engagement. Cups are not just receptacles; they are canvases for logos, colors, and sometimes regulatory markings that identify contents or safety information. Customization can begin with the capacity and geometry, ranging from compact 300 milliliters to larger 1000 milliliters, tailored for cold drinks, milkshakes, or iced beverages. Material selection intersects with branding choices; a clear PET cup may showcase the beverage’s color and clarity, while an opaque HDPE cup can convey robustness and reduce the visibility of residue. The branding layer typically comes after molding and finishing, with techniques like screen printing, hot stamping, or label application affording durable, high-contrast visuals that endure through the cup’s lifecycle. Lids, sleeves, or nested stack configurations can further enhance usability, heat management, and interlock during transit, all while supporting a coherent visual identity across a vendor’s line.
The hunger for customization is influenced by the broader consumer environment. In the settings where cups are most visible—fast service restaurants, coffee kiosks, events, and retail corners—brand recognition relies on a crisp, legible imprint that survives the internal pressures of transport and the wear of repeated use in demonstrations and tastings. The ability to produce consistent cups at scale, while offering a spectrum of sizes and finishes, creates a flexible supply chain. Even the choice of coating or lining affects customization and sustainability. Some cups feature inner barriers that resist liquids or certain fats, preserving the cup’s integrity and protecting the user’s hands. Others transition toward coatings or biobased liners that aim to harmonize with evolving recycling guidelines and composting ambitions. In all cases, the mold and the machine exist to serve the design intent, turning a simple object into a functional, brand-affirming tool for service environments.
From a sustainability perspective, the material and process choices are increasingly weighed against environmental footprints and recycling infrastructure. PET, HDPE, and PS each occupy different places in the circular economy. PET’s clarity is attractive, but its recyclability varies by jurisdiction and the availability of appropriate processing streams. HDPE’s rigidity can aid durability but may complicate recyclability in some systems depending on additives and coatings. PS remains economical but carries heightened scrutiny because of concerns about fragmentation in the environment and worker exposure in some processing contexts. The industry is responding with formulations that incorporate recycled content, barrier improvements that extend the cup’s usable life, and reinforcing steps toward end-of-life recovery. Designers are also experimenting with coatings and barrier materials that facilitate separation during recycling, or with alternative materials that maintain performance while reducing reliance on nonrenewable feedstocks. The balance between strong functionality and ecological responsibility is not a single destination but a continual adjustment as markets, regulations, and consumer expectations shift.
To connect this discussion to the broader landscape of single-use cup options, consider how different substrates compete not only on cost and performance but also on user experience and environmental impact. The option to explore a related packaging approach is visible in the craft of disposable kraft thick paper cups used for hot drinks. These paper cups, while not plastic, illustrate how the market segments cups by temperature tolerance, consumer comfort, and brand storytelling, using coatings that optimize heat retention and handling. For readers curious about how such paper options are positioned in a mixed-material world, the linked example offers a concrete reference to a different category while still illustrating the common thread of customization and performance that unites all disposable cup formats. disposable kraft thick paper cup for hot drinks
The final layer of this chapter looks forward to how the industry communicates technical detail and best practices. The literature and guide materials emphasize not only how to achieve a high-quality cup but also how to align manufacturing choices with regional waste management realities and consumer values. In this sense, the chapter you have read is part of a larger conversation about materials engineering, process automation, and responsible design. Continuous improvement remains the core of the practice, as engineers and operators refine injection and blow molding processes, tune cooling profiles, and update printing and labeling standards to meet evolving expectations for durability, aesthetics, and sustainability. For readers who want to dive deeper into the technical underpinnings of these manufacturing choices, a technical resource documents the specifics of machine configuration, material grades, and industrial implementation in detail. External readers can consult the resource that provides a focused technical exploration of plastic cup making machine dynamics and material specifications for a deeper dive into the machine-side considerations that drive quality, cost, and throughput. https://www.injectionmolding.com/plastic-cup-making-machine-s-explained-material-grades-specifications-and-industrial-implementation
Final thoughts
From the selection of raw materials to the final quality checks, the manufacturing process of disposable plastic cups is essential knowledge for beverage businesses and event planners. Understanding these steps allows you to make informed choices when selecting cups for your services, ensuring a reliable product that meets customer expectations and aligns with your brand’s identity. Now, more than ever, consumers appreciate transparency and quality in the products they choose, making knowledge of this process a competitive advantage. As you continue to serve your clientele, armed with insights into cup manufacturing, you can enhance both your operational efficiency and customer satisfaction.